

インサートナットの設計において、
加工方法の選定は最初に行うべき重要なステップです。
形状や材質を決める前提として、
「切削加工か」「圧造加工か」といった加工方法を選定し、
その前提のもとで寸法や仕様が具体化されていきます。
だからこそ、加工方法の違いを曖昧な理解のまま進めてしまうと、
後工程での見直しや、コスト・品質面でのミスマッチにつながる可能性があります。
本記事では、この加工方法の違いを深掘りし、
設計・検討時に押さえておくべきポイントをわかりやすく解説します。
あわせて動画も用意していますので、ぜひご覧ください。
切削加工と圧造加工の違いについての深掘り解説はこちら
1章:なぜ加工方法の違いを理解する必要があるか?
本章では、インサートナットの加工方法が
設計・コスト・品質の考え方にどのような影響を与えるのかを整理し、
次章で解説する切削加工と圧造加工の違いを理解するための前提を確認します。
①加工方法でコスト構造が大きく変わる


切削加工と圧造加工では、
- 加工時間
- 材料の使い方
- 設備条件
- 適正な生産数量帯
が根本的に異なるため、
同じ形状・同じ材質であっても単価は変わります。
これは後工程の工夫で吸収できる差ではなく、
加工方法を選んだ時点で、ある程度決まってしまう要素です。
②形状・寸法・公差など、細部仕様が異なる


インサートナットの図面は、
選定した加工方法を前提に、細部の形状・寸法・公差が成立します。
例えば、
- 圧造加工を前提とした形状
- 切削加工でなければ成立しない細部形状
など、加工方法によって成立する図面条件は異なります。
この前提を正しく理解していないと、
設計意図と製造実態にズレが生じることがあります。
③材質選定の考え方が変わる

加工方法が異なると、
同じ用途であっても、適した材質の選び方が変わります。
加工方法との相性によって、
使用できる材質や材質条件が異なり、
その結果、公差の考え方や硬度などの製品仕様にも影響します。
2章:切削加工と圧造加工の比較(深掘り編)
| 項目 | 切削加工 | 圧造加工 フォーマー加工 |
|---|---|---|
| 製造方法 | 棒材を切削加工 | 線材を塑性加工(冷間圧造) |
| 形状自由度 | 高い | 制約あり |
| 寸法精度 | ±0.05程度 | ±0.1程度 |
| 角部形状 | シャープに出せる | 圧造R |
| 内径ねじ精度 | ±0.02程度 | 制限あり |
| 材質選択の自由度 | ||
| 初期費用 金型費用 | 発生しない | 金型代金が発生 |
| 製品単価 | ||
| 納期 | 45日〜60日 | 60日〜90日 (金型納期必要) |
| 量産適正 | ||
| 試作・設計変更対応 | ||
| 一般的な用途 | 試作・中LOT | 中LOT・大LOT |
①製造方法の違いと形状の自由度

棒材を使用し、切削やローレット加工などの工程を組み合わせて形状を成形します。
棒材は、マイナス公差側で管理されていることが多いのが特徴です。
工具によって材料を削りながら形状を作るため、
プラス公差・マイナス公差の両方向を含めた寸法調整が可能となります。
その結果、形状や寸法、公差条件を個別に設定しやすい加工方法です。

材料を押し固め、塑性変形させることで形状を成形します。
使用する材料は、基本的にプラス公差側で管理されます。
材料を盛り上げて形状を作る加工原理のため、
寸法はプラス側に出やすく、マイナス公差での調整は難しくなります。
②寸法精度
寸法精度は±0.05mm程度が標準となります。
部位によっては、±0.03mm程度での管理も可能**です。
ただし、外径部など打痕(だこん)が発生しやすい箇所については、
無理に公差を詰めすぎず、±0.05mm程度で管理する方が安定します。。
寸法精度は±0.1mm程度が一般的です。
材料を押し固めて成形する加工方法の特性上、
切削加工と比較すると、寸法公差は緩やかになりやすい傾向があります。
③角部の形状
刃物によって材料を削り出すため、
C面取りやR面取りなど、角部形状を比較的自由に設定できます。
寸法指示を伴うC面・R面の指定にも対応可能です。
材料を押し固めて成形する加工原理のため、
角部は自然にR形状となるのが一般的です。
このR形状は成形条件に依存するため、
R寸法を数値で指定できない、または指定が難しいケースが多くなります。
④内径精度
下穴加工や仕上げ加工(ドリル、リーマ、ボーリングなど)を用いて、内径寸法を直接加工・管理します。
そのため、内径寸法や公差を数値として明確に指定することが可能です。公差は±0.02程度です。
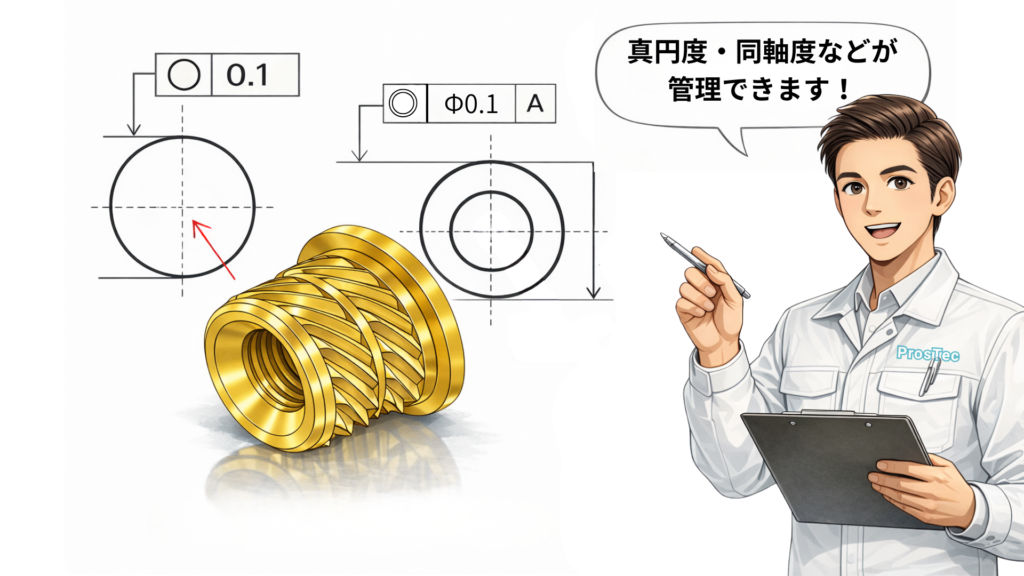
加工工程の組み合わせによって、
内径精度や真円度、同軸度なども個別に管理でき、
設計意図に応じた内径仕様を設定できます。

内径は材料の塑性変形によって形成されるため、
切削加工のように直接削り出して作るものではありません。
成形条件や金型形状の影響を受けやすく、
内径寸法はばらつきを含んだ値となる傾向があります。
そのため、内径精度は切削加工と比較して
公差を厳密に指定することが難しいケースがあります。
⑤初期コスト(金型費用)
専用金型を使用せず、汎用工具や標準的な刃物を用いて加工を行います。
そのため、初期費用(型費用など)は原則として発生しません。
製品ごとに新たな設備投資を必要としない点が特徴です。

製品形状に応じた専用金型が必要となります。
この金型費用として、一般的に100万~200万円程度の初期コストが発生します
(形状やサイズ、構成によって金額は変動します)。
⑥製品単価


刃物によって材料を削り出す加工方法のため、サイクルタイムが長くなりがちです。
また、材料を削る為、材料ロスが発生します。
これら要因により、製品単価は高くなる傾向があります。
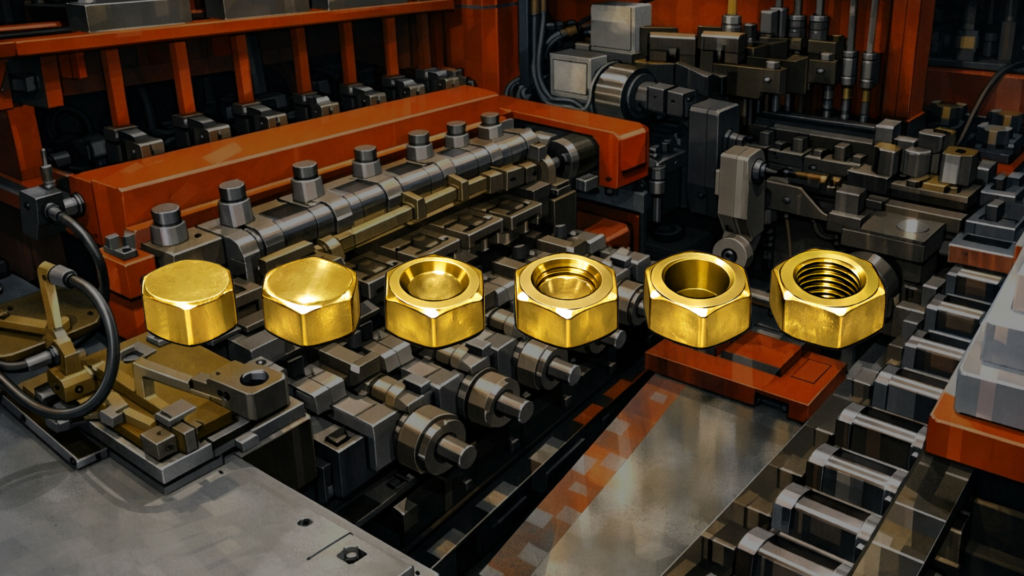
数秒に一個という速度で生産できますので、サイクルタイムは短くなります。
また、材料ロスも圧倒的に少ない事が特徴です。
これらが影響し、製品単価は安価になる傾向があります。
⑦納期


受注生産品(特注形状)の場合、
納期はおおよそ45日~60日程度が一般的です。
また、切削加工品の中には規格品として在庫対応されている製品も多く、
その場合は、短納期での対応が可能となります。

専用金型を用いた生産となるため、
全体の納期は平均して90日程度を要するケースが一般的です。
この中には、
金型製作期間として約45日~60日程度が含まれており、
製品立ち上げ時には、この金型納期を考慮する必要があります。
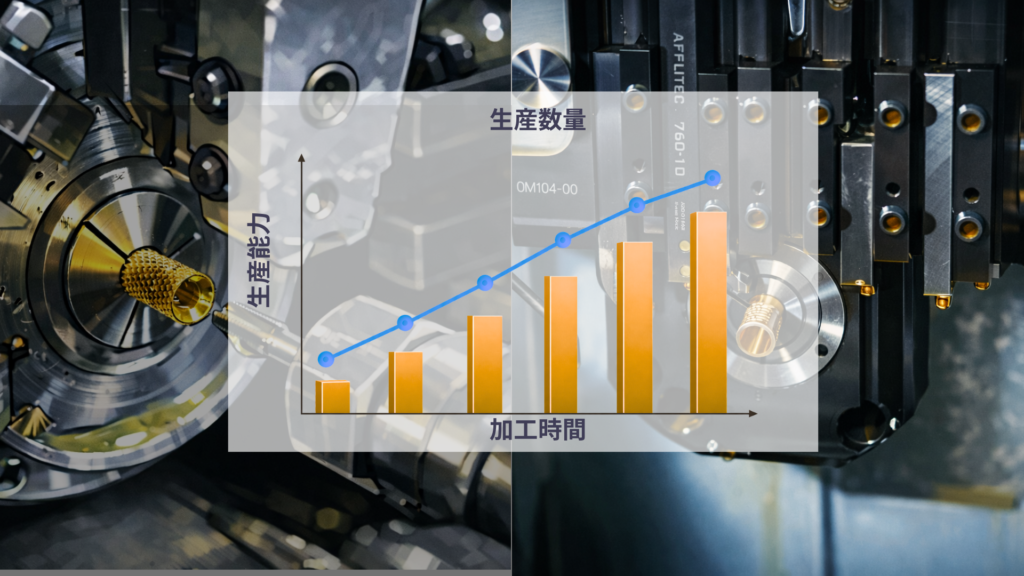
⑧ 量産適正
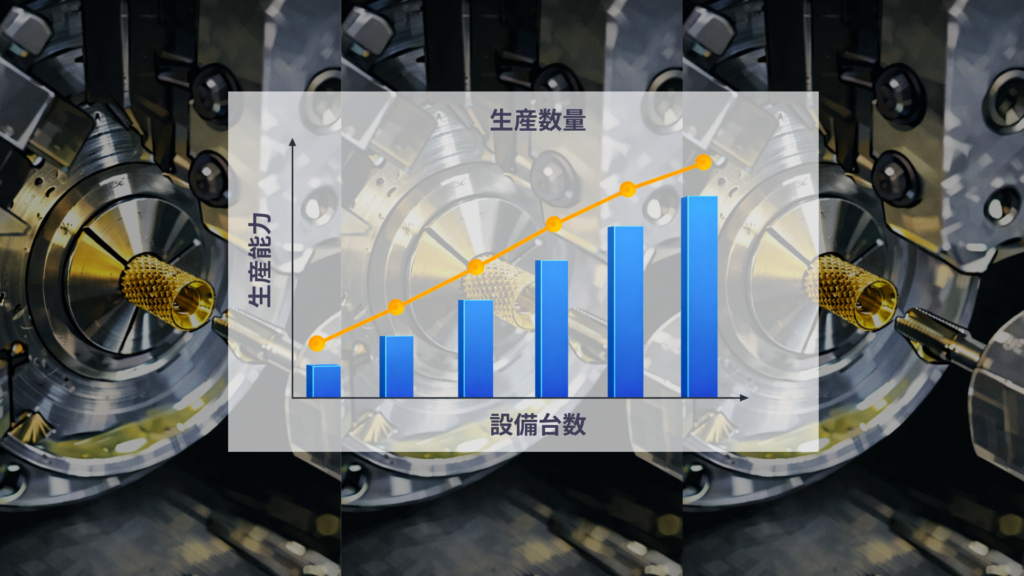
加工は1台ごとの設備に依存するため、
生産能力は設備台数や稼働時間に比例します。
条件出しや段取り替えが比較的容易で、
生産立ち上げ後の寸法調整や仕様変更にも対応しやすい特性があります。
一方で、設備が分散することで、
複数台生産時には設備間でのばらつき管理が必要になります。

専用設備による連続成形となるため、
生産が立ち上がった後は、形状や寸法の再現性が高く、安定した量産が可能です。
その反面、金型や工程条件に依存する割合が大きく、
立ち上げ後の仕様変更や寸法変更には再調整が必要となるケースがあります。。
⑨ 試作・設計変更対応

専用金型を必要とせず、汎用設備で加工を行うため、
1個からの試作にも対応できます。
設計初期段階での形状確認や、仕様検討を目的とした試作が可能です。
また、寸法や形状の変更が発生した場合でも、
プログラムや加工条件の変更で対応できるため、
設計変更への対応が比較的容易です。
製品形状に応じた専用金型の準備が必要となります。
そのため、小ロットでの試作は行わないケースが一般的で、
試作段階では切削加工で代替することが多くなります。
設計変更が発生した場合には、
金型の修正や作り直しが必要となり、
内容によっては、金型修正費用が発生します。。
⑩ 一般的な用途

試作段階や設計検討中の製品、
または小ロット~中ロット生産で多く採用されます。
生産数量の目安としては、
月産数千個~数万個程度の範囲で用いられるケースが一般的です
(設備構成や加工方法によっては、さらに多い数量に対応する場合もあります)。

生産仕様が確定した後の、
中ロット~大ロットでの量産製品に多く採用されます。
生産数量の目安としては、
月産10万個以上の継続生産で採用されるケースが一般的です。
3章:まとめ|インサートナットの加工方法はどう使い分けるべきか
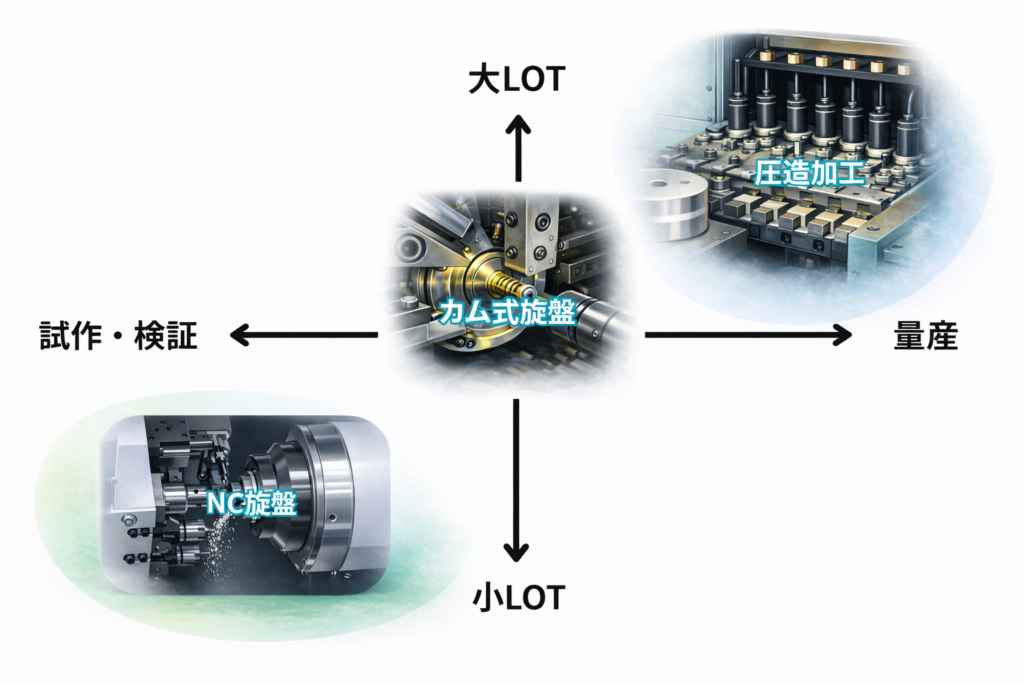
3-1. 生産数量から考える加工方法の使い分け
インサートナットの加工方法は、
想定する生産数量によって考え方が大きく変わります。


試作や小ロット生産、
あるいは将来の数量がまだ確定していない段階では、
切削加工が採用されるケースが多くなります。


一方で、生産仕様が確定し、
中ロット以上の継続生産が前提となる場合には、
圧造加工が検討対象となります。
生産数量は、
加工方法を選定するうえでの最も基本的な判断軸と言えます。
3-2. 設計フェーズから考える加工方法の使い分け



設計初期や仕様検討段階では、
寸法変更や形状変更が発生する可能性があり、
柔軟に仕様を変化させていける加工方法が求められます。
このようなフェーズでは、
設計変更に対応しやすい切削加工が選択されるケースが一般的です。



一方、量産設計が完了し、
形状や公差が確定している段階では、
安定した生産を前提とした加工方法を検討することになります。
この段階では、圧造加工も選択肢として視野に入ってきます。
現在の設計フェーズに加え、
将来的な設計変更の可能性や生産計画を踏まえて、
加工方法を検討することが重要です。
3-3. コスト構造から考える加工方法の使い分け
切削加工では、
初期コストを抑えた立ち上げが可能である一方、
製品単価は加工時間に比例して積み上がります。
結果として製品単価は高くなりがちです。

圧造加工では、
金型費用などの初期コストが発生しますが、
量産時には製品単価に反映される加工コストを抑えやすくなります。
初期コストと製品単価のどちらを重視するかは、
加工方法を選定する際の重要な判断ポイントです。
文章だけでは分かりづらい
加工原理や使い分けについては、
設計者向けに整理した動画で解説しています。
[YouTube動画を見る]
プロステックでは、
インサートナットの加工方法を
生産数量・設計フェーズ・コスト構造を踏まえて総合的に判断することが重要だと考えます。
加工方法の選定は、図面完成後ではなく、
設計初期に検討すべき重要な前提条件です。
この判断を誤ると、後工程での手戻りや、
コスト・品質面でのミスマッチにつながることがあります。

加工方法の選定や、
切削加工と圧造加工の使い分けでお悩みの際は、
ぜひ一度プロステックまでご相談ください。
設計段階から量産を見据えた視点でご提案いたします。

加工方法の選定や図面条件について、
「この前提で問題ないか?」と感じた段階で、ぜひご相談ください!!







