

インサート成形やアウトサート成形品の設計開発・製造現場に関わる皆様、こんなお悩みはございませんでしょうか。
「インサートナット周辺から樹脂が溢れてる…」「バリが発生している」
私たちは日々、お客様からインサートナット周りの樹脂漏れや樹脂バリ、樹脂被りに関するご相談を多くいただきます。これらの問題は、製品品質を損なうだけでなく、生産コストの増大や納期遅延にも繋がるため、設計者様や製造現場にとって大きな課題となっています。
この記事では、これらのトラブルがなぜ起こるのか、そしてどうすれば解決できるのかを分かりやすく解説します。
実は、これらの問題解決策は設計段階から成形条件まで広範囲にわたります。
一つ一つ見ていきましょう!
🎥 解説動画はこちら
「インサート成形」における樹脂漏れ・樹脂バリ・樹脂被り:その原因と対策
インサート成形では、金型内にインサートナットをセットして樹脂を成形します。多くの場合次の2つの要因で樹脂漏れが発生します。
①インサートナットの全長交差が大きすぎる
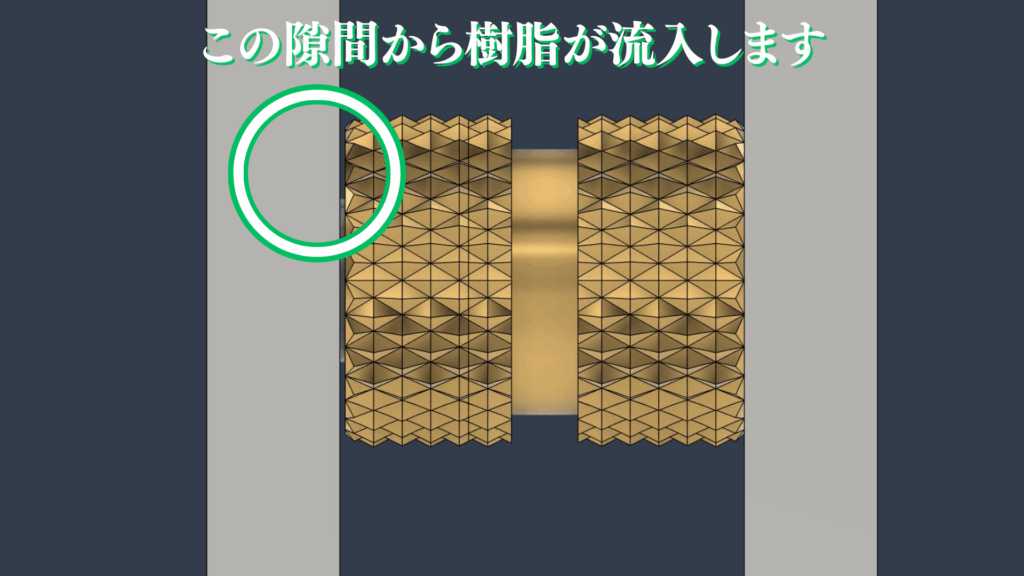
インサートナットの全長交差が大きいと、金型を締め付けた際にナットと金型にクリアランスが発生します。このクリアランスが原因で、インサートナットに隙間が発生し、樹脂が流入します。
軽視されがちなのが”公差管理”です。適切な交差を設定・管理する事で、樹脂の流入を防止する必要があります。
(下記は隙間ができている、イメージ図です。この隙間から樹脂が流入し、バリとなります)
💡 対策:インサートナットの全長公差を正確に設定する
ナットの全長交差を厳しく管理することで、金型内での緩みを防ぎ、樹脂漏れを抑制できます。ただし、厳しい公差設定はコストに影響するため、設計段階でしっかり相談することが重要です。
②金型ピンとインサートナットの内径が合わない
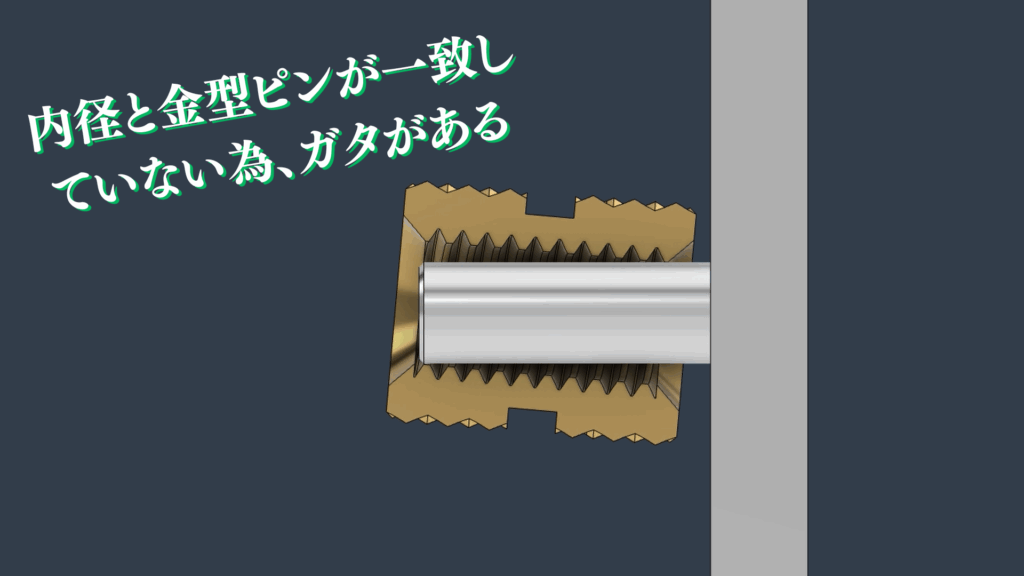
金型内の位置決めピンとインサートナットの内径のサイズが一致していないと、ガタが発生し、隙間が生まれます。
その隙間から樹脂が侵入し、バリの原因となります。
可能な限り、金型ピンとインサートナットの内径を密着させる必要があります。
💡 対策:金型ピンとインサートナットの隙間を最小限にする
インサートナットの内径を基に、金型ピンの径を設定してください。隙間を極力小さくすることが肝心です。設計時には、使用する金型ピンの外径とインサートの内径を必ず確認しましょう。ただし、これも公差を厳しくするとコストへの反映が大きくなるので注意が必要です。
⚠️ 重要:アウトサート成形用のインサートナットに注意!
アウトサート成形用に設計されたインサートナットをインサート成形に使用するお客様がいらっしゃいます。しかし、この方法はメーカでも推奨はしておりませんので、注意が必要です。
アウトサート成形用のインサートナットは、内径をJIS2級で管理している事が多いです。
JISの2級は、レンジが比較的広い為、金型ピンとの間に必ず隙間が生じます。結果、樹脂漏れの原因となり、不具合が発生します。
インサート成形を行う場合、必ずインサート成形用のタイプを選定するようにして下さい。また、その際は必ず
金型ピンの外径とインサートナットの内径を確認してください。
「アウトサート成形」における樹脂漏れ・樹脂バリ・樹脂被り:その原因と対策
アウトサート成形は、成形後にインサートナット圧入する工法ですが、こちらでも特有の樹脂漏れ原因があります。
但し、アウトサートの良いところは、樹脂ワークの設計が楽で、成形後の仕上り条件の変更も金型に頼らず実施することが可能な点です。
近年、作業者や設計者の人手不足等の要因と重なり、アウトサートが急激に増えています。
①温度設定を含む圧入条件が適切でない
アウトサート成形では、温度設定やその他各種条件が品質を左右します。
樹脂の温度が高すぎると、樹脂が過剰に溶け出し、インサートナットの上面から漏れ出てしまうことがあります。「高温の方が確実に成形できる」という思い込みから、適切な温度設定を見逃している現場が少なくありません。
また、温度だけではなく、速度や力、その他項目により仕上り品質が変わります。

💡 対策:適切な温度や各種項目の条件設定を行う
樹脂の種類とインサートナットの組み合わせ、ワーク形状ごとに最適な条件は異なります。そのため、トライアルを繰り返しながら最適な圧入条件を見つけ出す必要があります。必要な品質の結果が出るまで条件調整を行いましょう。「一度設定したら終わり」ではなく、継続的な改善が品質向上につながります。
逆に言えば、これら条件の組み合わせにより難しいとされていたアウトサートも可能になることが多々あります。
②下穴設計が適切ではない
成形品に設けるインサートナット用の下穴径が不適切な場合も、樹脂漏れに繋がります。
- 下穴が小さすぎる場合:ナットを圧入する際に多くの樹脂を溶かす必要があり、その結果、溶けすぎた樹脂が漏れ出すことがあります。また、ボスの肉厚が薄い場合はボスにも大きな負荷を掛けてしまいます。
- 下穴が大きすぎる場合:インサートナットの接地面が減少し、固定強度が低下する恐れがあります。
- 下穴が浅すぎる場合 :溶けた樹脂の逃げ場がなくなり、上面や内部に漏れ出します。必ず規定以上の深さを設計しましょう。
このバランスを見極めることが重要です。
💡 対策:下穴設計を見直す
基本的には、インサートナットメーカーが推奨する下穴サイズを基準に設計します。必ずカタログやメーカのホームページを参照して設計して下さい。
もし下穴径が原因で樹脂漏れが発生する場合は、0.01mm単位で下穴径を少しずつ大きくしてください。あまり大きくすると、ナットの強度に影響を与えます。適切な下穴径をトライを繰り返し、設定してください。
まとめ:トラブル解決の第一歩は、正しい知識と専門家への相談から
ここまで、インサート成形とアウトサート成形における主な樹脂漏れの原因と対策について解説してきました。これらのポイントを押さえることで、多くの樹脂漏れトラブルは未然に防ぐことができます。
しかし、実際の製造現場では、これらの要因が複雑に絡み合っていることも少なくありません。
なぜ今すぐ専門家に相談すべきなのか
樹脂漏れの問題は、放置すれば、より深刻な品質問題へと発展する可能性があります。特にインサート成形の場合は金型修正の必要があることも多く、費用だけでなくプロジェクト立ち上げの進捗が大きく後退します。
早期の対策により以下のメリットを得ることができます:
- 品質クレームの未然防止
- お客様からの信頼度向上
- 余裕を持った立ち上げ計画の設定
- 生産効率の向上
- コスト削減
「原因は分かったけど、自社のケースではどう対応すれば…」
「もっと具体的なアドバイスが欲しい!」
そんな時は、ぜひ私たちプロステックにご相談ください!
インサートナット関連のお悩みはお任せください
弊社では、インサートナットの選定や設計の段階から、お客様の状況に合わせた最適なご提案をさせていただきます。
長年の経験と豊富な知識で、お客様の「難しい」「不安だ」を解決するお手伝いをいたします。
どんな些細なことでも構いません。樹脂漏れ、樹脂バリ、樹脂被りを含む、インサートナットに関するお悩みは、お気軽にお問い合わせください。丁寧にサポートさせていただきます。
お問い合わせはこちらから
設計から製造まで、一貫したサポートでお客様の成功をお手伝いします。







