Qカドミレスと鉛レスの違いを教えてください
Aどちらも真鍮ですが、材料成分が違います。カドミレスは低カドミウム材でC3604、鉛レスはカドミウム、鉛共に添加率が低くなっています。”レス”とありますが全く添加されていないわけではありません。共にRoHS、ELVには対応しておりますので、案件内容によって使い分けてください。快削性や切粉管理の手間等から鉛レス剤のほうが僅かに高額になります。
Qアウトサートとインサートの違いは何でしょうか
A特に決まりではないのですが、作業名がそのまま部品に反映されたようです。「同時成形作業を”インサート成形”=インサートナット」、「成形後圧入作業を”アウトサート圧入”=アウトサートナット」と呼ばれるようになっている担当者様もいらっしゃるようです。弊社では全てを「インサートナット」と呼んでおります。
Q圧入品質が安定しません。良い作業方法はありますか
A市販のはんだこてを使用している場合が多いようです。弊社で販売しております”専用こて”や”圧入機”を使用することで多くの問題が解消されます。詳しくはお気軽にご相談ください。
Q複数のインサートナットを圧入しますが時間が掛かってしまいます。まとめて圧入する方法はありますか。
A複数を一括圧入する治具を動画を公開しております。ホームページ内の動画は手動式ですが、自動式もございます。それぞれ仕様によって価格が大きく異なりますので、予算に合わせて設計提案させていただきます。
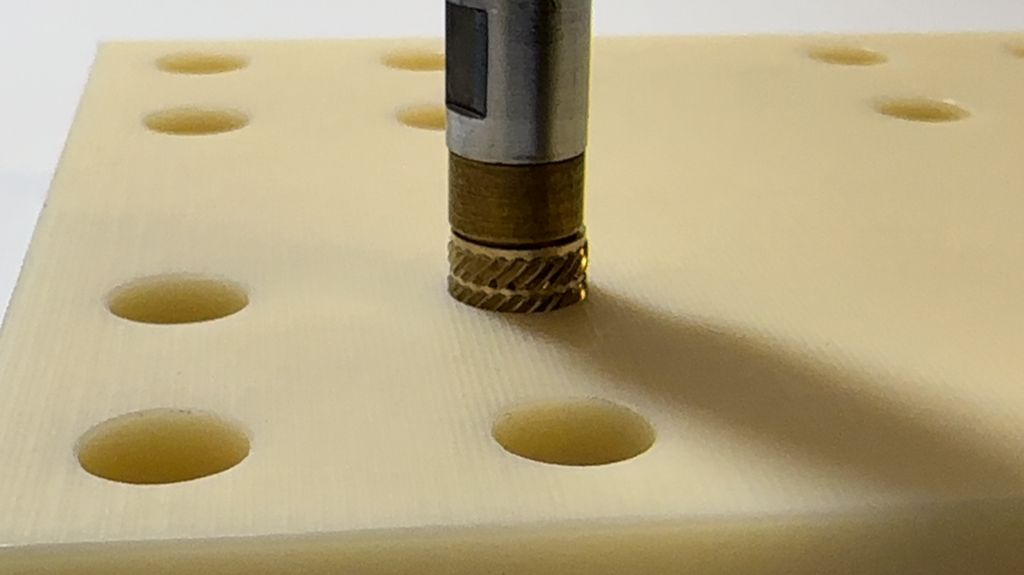
Q熱圧入試験用として3Dプリンターで作成したワークを使用して検討を進めたいと考えています。
A3Dプリンターで作成したワークは「使用できない」とお考えください。多くの3Dプリンターは積層型ですので、樹脂の密度が全く違いスカスカの状態です。トルク強度、引抜き強度共に全く耐えられません。また、樹脂漏れの確認や下穴サイズ検討にも利用できないとお考えください。本番では全く違った結果になると思われます。
Qガラス繊維が添加された樹脂材料を使用しています。圧入に問題ないでしょうか。
AGFは溶解温度が樹脂より大幅に高く、樹脂製品自体がかなり硬く仕上がっています。これにより、成形後圧入の場合はインサートナット形状に制限が発生し、また、圧入時間も大幅に時間が掛かり効率が良いとは言えません。GF15もそうですが、GF30までいくと、多くの場合は同時成形をお勧めしております。
Q製品設計上、インサートナット周辺の肉厚が僅かしかとれません。
A品番・寸法一覧に掲載しておりますが、基本的には周辺肉厚直径はインサートナット外径の2倍以上とるようにしてください。強度に大きく関わってきます。
Q袋状インサートナットを考えていますが、製品設計上、圧入箇所の深さを多く取れないのでインサートナットの底面が薄くなります。
A袋状インサートナット(PYX)の底面はドリルの形状により三角錐のようにねじ山終点より多く削り込まれます。よって、インサートナットのL寸はめねじ有効長+3.0mm程度必要とした上で、下穴深さを設計いただけますようお願い致します。
Q圧入時にインサートナット上部に樹脂漏れを起こします。
A下穴径が小さいと思われます。詳しくは「寸法・品番一覧」に目安下穴を記載しております。後圧入インサートナットの場合はガイド部分(D1径)+0.5mmとお考えください。(別途指定がある品種もございます)また、同時成形の場合は上端面が上型にしっかり密着していないと考えられます。金型調整いただくことで解決できることが多いですが、インサート形状を工夫することでも対応可能です。(金型形状も関係します)詳しくはご相談ください。
Q圧入後に蓋を被せてねじを締めるとインサートナットが浮いてきます。
Aふたの穴がインサートナットの外径より大きい場合や本体とふたの間に緩衝材等を挟んでいる場合に当事象が起こる事があります。対策可能ですので、お気軽にご相談ください。場合によっては金型修正が必要になる場合がございますので、設計段階でご相談いただけることが望ましいです。